



GROB G520F - Doppelspindel-BAZ sorgen für hohen Ausstoß
Für einen hohen Ausstoß der neuen Produktionszellen sorgen zwei GROB G520F Doppelspindel-BAZ. Marcel Sütterlin sagt dazu: "Mit dieser Investition haben wir uns im Bereich der Mittel- bis Hochvolumenproduktion strategisch neu positioniert." Die Investition wurde im Rahmen eines längerfristigen Auftrags getätigt. Die neu hinzugekommenen Jahresmengen von bis zu 50.000 Ventilblöcken konnten mit dem bisherigen Maschinenpark nicht mehr bewältigt werden. Neben den Ventilblöcken werden aktuell weitere, zum Teil komplexere und lang bauende Stahlkonsolen auf den GROB-Doppelspindlern bearbeitet. Obwohl die Bauform komplett anders ist als die der Ventilblöcke, können die Konsolen dank einer flexiblen Automatisierung und automatischen Spannvorrichtung bedienerlos bearbeitet werden.
Wir benötigen flexiblere Fertigungssysteme
Marcel Sütterlin: “Wir haben als Schweizer Zulieferunternehmen generell andere Bedürfnisse als die Automobilindustrie. Die Serien auf unseren Maschinen sind oft kleiner und wechseln oft. Deshalb benötigen wir flexiblere Fertigungssysteme. Das ist auch ein Grund, warum wir die beiden GROB G520F nicht verkettet, sondern jeweils als autonome Fertigungszellen ausgelegt haben. Damit sind die beiden Fertigungszellen komplett unabhängig voneinander und flexibler einsetzbar.”
Wolfgang Ulmer: “Von unseren Schweizer Kunden werden wir immer wieder in Sachen Präzision, Flexibilität und Prozesssicherheit gefordert. Für kleinere und mittlere Serien, die eine hohe Flexibilität und Komplexität bedingen, haben wir vor knapp 20 Jahren die einspindlige G-Baureihe entwickelt, Mandatec hat hiervon bereits fünf Maschinen im Einsatz. Unsere GROB G520F-Doppelspindler kommen dagegen oft im Automotive-Sektor für die Volumenfertigung zum Einsatz. Prozesssicherheit ist in einem solchen Umfeld oberstes Gebot und hat für GROB absolute Priorität. Typischerweise werden unsere Anlagen vollautomatisiert und “customized” ausgelegt. In diesem Fall wollte Mandatec die Automation mit einem externen Anbieter realisieren.”
Losgrößen eigentlich zu klein für Doppelspindler
Marcel Sütterlin: “Wir lassen durchaus Serien über mehrere Wochen bis Monate durchlaufen. Gleichwohl kommen immer wieder kleinere Volumenaufträge herein, die wir dann zeitnah auf einer der beiden Anlage realisieren müssen. Das heißt: Wir nutzen die GROB-Doppelspindler erheblich universeller als ein Großserienhersteller. Das Automationskonzept der beiden Fertigungszellen musste deshalb so ausgelegt sein, dass wir innerhalb eines Tages von einem Bauteil auf das andere umrüsten können.”
Wolfgang Ulmer: “Als Mandatec uns anfragte und die zu erwartende Seriengröße nannte, waren wir zunächst etwas zurückhaltend, da wir der Meinung waren, dass die Losgrößen für die Doppelspindler zu klein sind. Als wir jedoch sahen, wie Mandatec die beiden Fertigungszellen auslegte und sozusagen zwei flexible Produktionszellen entstanden, war das für uns tatsächlich eine neue fertigungstechnische Perspektive, die nicht nur in der Schweiz Potential hat.”
GROB enorm stark im Systemgeschäft
Aus Sicht von Wolfgang Ulmer muss an dieser Stelle etwas ausgeholt werden. Mit Maschinen unter anderem, wie der G-Baureihe ist GROB in der Automobilindustrie groß geworden. Bis 2007 war GROB vornehmlich im automatisierten Systemgeschäft im Automotive-Bereich unterwegs. Als GROB im Jahr 2007 die einspindligen Universalmaschinen der G-Baureihe auf den Markt brachte, hatte das Unternehmen Zulieferunternehmen wie Mandatec im Blick. Unternehmen mit kleineren Losgrößen und ständig wechselnden Bauteilen. Die Doppelspindler hingegen wurden meist für Großserien und ein konkretes Bauteil ausgelegt, sie liefen dann fünf Jahre oder länger durch. Wolfgang Ulmer: “Im Rahmen solcher Produktionsprozesse entwickelte sich eine der besonderen Stärken von GROB: die Prozesssicherheit. Ich denke, das gehört zu unseren Schlüsselkompetenzen, die auch hier bei Mandatec voll zum Tragen kommt.”
Evaluation: GROB mit bedeutenden Alleinstellungsmerkmalen
Mandatec hatte bereits vor der Neuinvestition in die beiden GROB G520F-Doppelspindler seinen gesamten Fertigungsbereich konsequent auf GROB-Bearbeitungszentren umgestellt. Während der Evaluation flossen die Erfahrungswerte mit dem bestehenden GROB-Maschinenpark selbstverständlich mit ein. Marcel Sütterlin: “Unsere bisherigen fünf GROB-Einspindel-BAZ haben in der Produktion einen hervorragenden Eindruck hinterlassen, auch der Service war ausgezeichnet. Bei einer Neuinvestition spielen diese Erfahrungswerte eine nicht unwesentliche Rolle. Gleichwohl müssen wir im Rahmen einer Neuinvestition auch andere WZM-Hersteller und deren Maschinen evaluieren. Aufgrund der geforderten hohen Produktivität kamen aus unserer Sicht nur Doppelspindler in die engere Auswahl. In diesem Segment verfügen die Werkzeugmaschinen von GROB definitiv über Alleinstellungsmerkmale, die dazu beigetragen haben, dass wir wieder in GROB-Werkzeugmaschinen investierten.”
Autonome Z-Achsen der Doppelspindler machen den Unterschied
“Matchentscheidend war”, so Marcel Sütterlin, “dass die GROB G520F mit zwei gesteuerten Hauptspindeln in der Z-Achsen auslegt sind. Bei den meisten Herstellern von Doppelspindlern sind die Z-Achsen dagegen starr miteinander verbunden.” Sind die beiden Hauptspindeln in der Z-Achse starr verbunden, dann müssen die Werkzeuge der beiden Hauptspindeln in der Z-Achse auf exakt denselben Wert vermessen und eingestellt werden. Bei Ungenauigkeiten im Rahmen der Werkzeugvoreinstellung entstehen bereits an der Stirnfläche andere Werte bezüglich Werkzeugauskragung. M. Sütterlin: “Bei den GROB-Doppelspindlern kann eine Z-Achsendifferenz wegen der autonomen Z-Achsen einfach in der CNC-Steuerung korrigiert werden. Damit können wir hochgradig prozesssicher innerhalb der Toleranzgrenzen auf beiden Spindeln produzieren.”
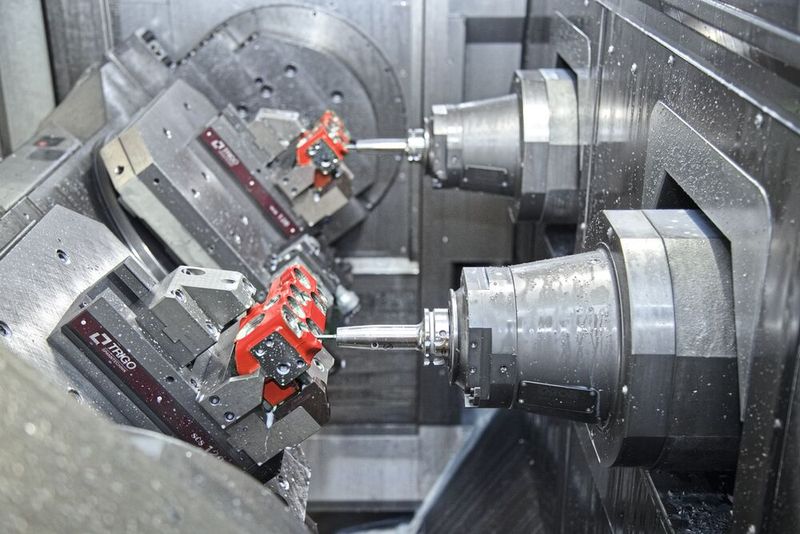
Horizontalspindel-Konzept: Überkopfarbeiten möglich
Ein weiterer Vorteil der GROB-Doppelspindler ist, dass aufgrund des Werkzeugmaschinenkonzepts (Horizontal-BAZ) Überkopfbearbeitungen möglich sind. Das erhöht die Prozesssicherheit, weil ein freier Spänefall gewährleistet ist. Es können sich keine Spänenester auf dem Bauteil bilden – ein absolut entscheidender Faktor bei einer bedienlosen Produktion. Marcel Sütterlin: “Hinzu kamen, wie bereits angedeutet, unsere positiven Erfahrungen mit den bisherigen GROB-Bearbeitungszentren über die letzten Jahre. Es stimmt alles: Die Präzision am Werkstück ist hervorragend, die Prozesssicherheit ist top. Auch die Ersatzteilversorgung und die Kompetenz der Servicetechniker ist exzellent. Man spürt die Nähe von GROB zur Automotive-Industrie – sie bieten 100 Prozent professionelle Arbeit auch im After-Sales-Geschäft.” Aufgrund der genannten Aspekte wurde letztlich in die beiden GROB G520F Doppelspindel-BAZ investiert. Ein weiterer Grund für Mandatec war, dass im zerspanenden Werkzeugmaschinenumfeld mit GROB ein zentraler Ansprechpartner vorhanden ist.
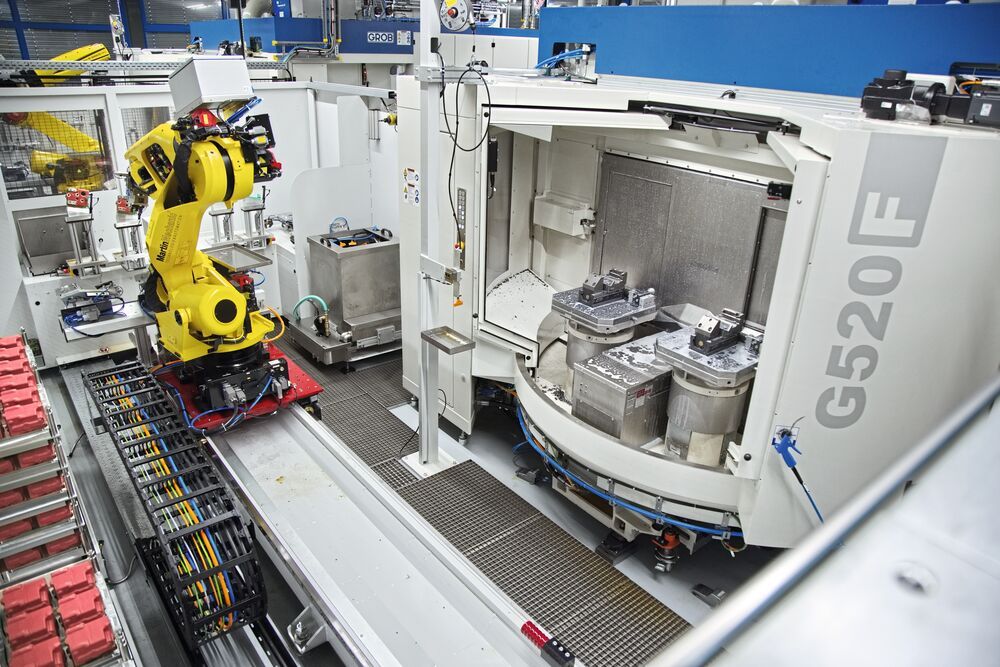
Automation der Anlage
Das Automationskonzept wurde exakt auf die GROB-Bearbeitungszentren sowie das sich verändernde Teilespektrum zugeschnitten. Zentrales Element der Automationslösung ist ein auf einer Linearachse geführter Fanuc-Knickarmroboter, der die auf Paletten gelagerten Rohteile greift und in das GROB-Bearbeitungszentrum einlegt. Die fertig bearbeiteten Komponenten werden vom Roboter palettisiert abgelegt. Das Be- und Entladen der Werkstücke erfolgt hauptzeitparallel, dank integrierter Palettenwechselsysteme.
Kompletter Umrüstvorgang dauert zirka einen Tag
Ein Umrüstprozess von einem Los auf das andere darf maximal einen Tag dauern. Um dieses Ziel zu erreichen, kann mit dem Werkzeugrüsten auf das neue Werkstückspektrum bereits während des laufenden Prozesses begonnen werden. Die Daten der bestückten Werkzeuge sind in einer zentralen Datenbank hinterlegt, die CNC-Steuerung erhält über Balluff-Chips Zugriff auf diese Daten. Auch die Roboterzelle muss für das neue Bauteil angepasst werden: neue Rohteil- und Fertigteilpaletten, Greiferwechsel usw. Damit die Komponenten vollautomatisiert gefertigt werden können, bedarf es bauteilspezifischer Spannsysteme. Bei den Ventilblöcken kommen hydraulisch betätigte Zentrischspanner mit auf die Ventilblöcke zugeschnittenen Backen zum Einsatz. Für die Konsole wurde eine Spannvorrichtung von den Mandatec-Technikern konzipiert, die automatisches Be- und Entladen ermöglicht. Ist alles für das neue Los gerüstet, kann es losgehen. Das Werkzeugsortierprogramm optimiert die Werkzeugbelegung beziehungsweise die Sortierung im Werkzeugspeicher so, dass möglichst kurze Werkzeugwechsel für das neue Bauteil garantiert sind. Ist alles parat, können die ersten Prototypen gefräst und vermessen werden. Anschließend erfolgen gegebenenfalls Korrekturen an den Werkzeugen oder Anpassungen im CNC-Programm, um schließlich die Serienproduktion zu starten. Marcel Sütterlin: “Wenn ein Los eine Woche durchläuft, ist der Prozess für uns in der Regel wirtschaftlich.”
Hervorragender Wärmegang der GROB-BAZ
Wolfgang Ulmer: “Als WZM-Hersteller muss man wissen, wie die Maschine bei Temperaturveränderungen reagiert. Unsere Bearbeitungszentren verfügen über Temperatursensoren, die ein komplexes Temperaturprofil des BAZ übermitteln. Je nach Temperaturprofil wird automatisch nachgeregelt. Letztlich handelt es sich hierbei um über Jahre evaluierte Erfahrungswerte, die in der Steuerung hinterlegt sind. Das macht es möglich, auch bei wechselnden Raumtemperaturen oder beim Aufwärmen des BAZ sehr enge Toleranzfelder im Hundertstelbereich in Serie zu erreichen.”
Fazit seitens Mandatec und GROB
Marcel Sütterlin: “Wir haben die Anlage seit einem Jahr in Betrieb. Generell sind wir mit den Fertigungsprozessen von Hydraulikblöcken sehr vertraut, da dies zu unseren Kerngeschäften gehört. Mit Doppelspindlern hatten wir jedoch bisher noch nicht produziert, weshalb wir uns neu in die Programmstruktur sowie in die Automationsprozesse von Doppelspindlern einarbeiten mussten. Gleichwohl: Mit dieser Anlage haben wir einen Schritt in Richtung “Produktion der Zukunft” getan. Wenn die Fertigungszellen gerüstet sind und alle Paletten mit Rohteilen bereitstehen, laufen sie autark. Damit entsprechen die teilflexiblen, autonomen Fertigungszellen genau unseren Bedürfnissen. Die beiden GROB G520F liefern die geforderte Präzision in Serie, einen sehr hohen Ausstoß aufgrund des Doppelspindelkonzepts und verfügen darüber hinaus über eine sehr hohe Prozesssicherheit. Das gesamte Projekt war herausfordernd, insbesondere die Koordination mit dem externen Ausrüster der Automationslösung. Diese wurde aber von allen Seiten ausgezeichnet gemanagt. Last but not least: Unsere bisherigen Erfahrungen mit dem GROB-Service waren ausgezeichnet. Man merkt, dass GROB nicht nur im Automotive-Bereich zu Hause ist. Die Reaktionszeiten und das Know-how der Servicetechniker sind schlicht hervorragend.”
“Das hatten wir in dieser Form noch nicht realisiert”
Wolfgang Ulmer: “Marcel Sütterlin hat eigentlich alles gesagt. Aus meiner Sicht ist zu betonen, dass die GROB-Bearbeitungszentren auf Prozesssicherheit ausgelegt sind. Die Präzision am Werkstück ist Grundvoraussetzung. Als Werkzeugmaschinenlieferant haben wir im Rahmen dieses Projekts einiges dazugelernt. Eine Systemmaschine, wie die GROB G520F, war bisher aus unserer Sicht eine Maschine die zu 100 Prozent auf Großserien ausgelegt ist. Mandatec hat uns vom Gegenteil überzeugt und mit ihrer Herangehensweise aus unseren Doppelspindel-Systemmaschinen zwei flexible Fertigungszellen entwickelt. Das hatten wir in dieser Form noch nicht realisiert – es ist eine echte Weiterentwicklung.”
Quelle: SMM – Schweizer Maschinenmarkt; Mandatec: Grob-Doppelspindler flexibel automatisiert
Bildquelle: Matthias Böhm & Nastassja Neumaier