


A company like Blum-Novotest GmbH, which claims to be a global technology and innovation leader in measuring and testing technology, develops and manufactures solutions for its customers that meet the highest quality standards must rightly be measured against such standards. It quickly became clear to GROB during the first preliminary talks that such statements are more than just an empty advertising promise at the family-owned company Blum-Novotest. Thus, the first contact between the two companies was about the acquisition of a new machine with process for the production of system carriers for two different series (NT carriers for LaserControl Micro Compact NT and LC carriers for LC-DIGILOG). The production should be highly efficient and cost-effective and have an autonomy of at least 24 hours.
"Our contacts at Blum were well prepared right from the start," recalls GROB Area Sales Manager Joachim Stock. "They gave us a clear task, a short, concise specification sheet, which we used not only to create a specification for the machine, but also to develop a concept for further discussions." So it was not surprising that only three weeks passed from the first inquiry to the first offer.
Deep hole drilling with tool lengths up to max. 385 mm
The workpiece to be machined, a square blank, is then manufactured into two system carriers (LaserControl Micro Compact NT and LC-DIGILOG). They have a length of 150 to 300 mm and have a cable duct hole almost throughout. "Since the part has to be drilled 270 mm deep on one side, a corresponding tool length is required, which relatively many competitors were unable to meet for this machine size," explains Marcel Kühnle, deputy Blum Production Manager. "Larger machines with corresponding traverse paths do exist on the market, but they are then also insanely large and thus not really suitable for our components." The original idea of purchasing a bar-loading turning-milling machine was also quickly rejected for cost reasons. Due to the requirements from the specifications, the components to be manufactured and the drawings, but above all due to the fact that the GROB machine allows tool lengths of up to 385 mm, GROB was included in the bidding process.
Turnkey solution brings breakthrough
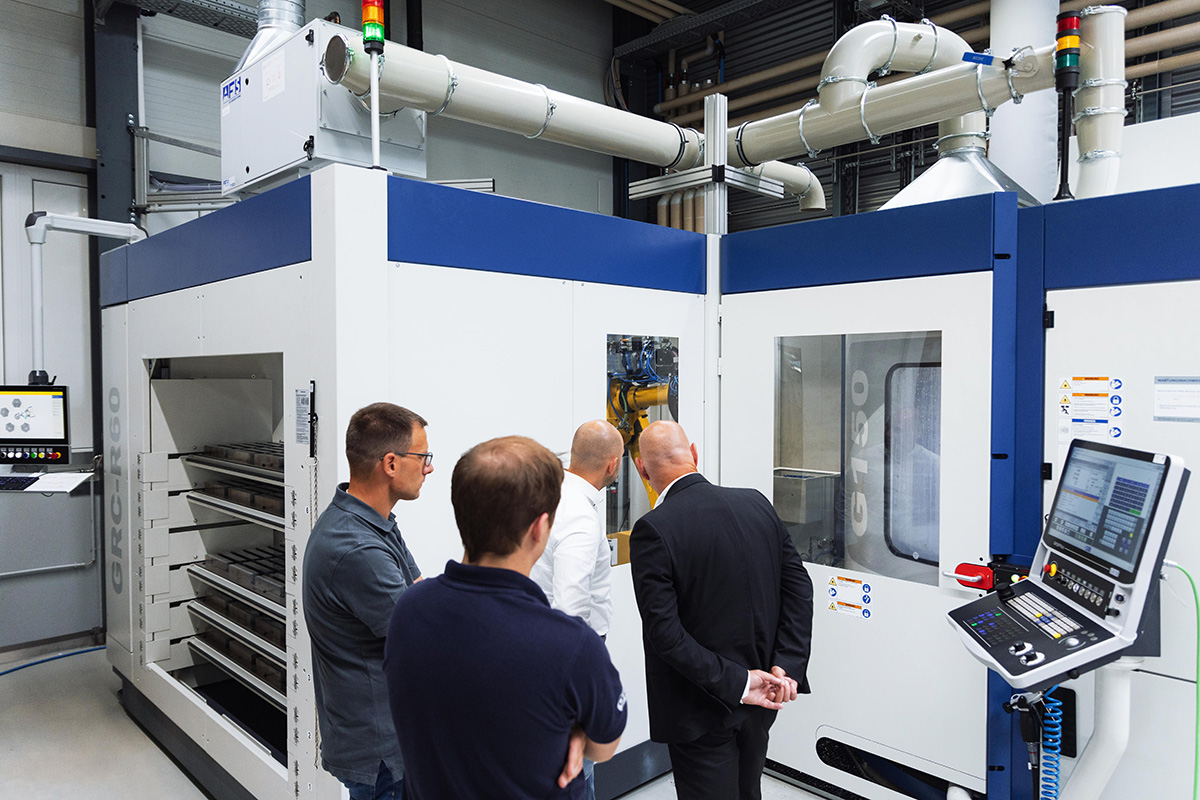
In further discussions, it quickly became clear that a machine with automation would offer the ideal technology for Blum's requirements. An idea that was then anchored in the specifications, combined with the requirement for autonomy of at least 24 hours. On the basis of these specifications, further information and after exchanging various CAM data, a feasibility study was prepared at GROB, which included cycle times as well as initial proposals for special tools and clamping devices. After two weeks, the first meeting took place in Mindelheim, where a G150 with a GRC-R60 robot cell was presented at the GROB Technology and Application Center (TAC) on the subject of "Demonstration of an Aluminum Component" was presented. Surprise on the sidelines for the Blum technicians: the demo component corresponded to the acceptance component they had defined. "After this visit, it was finally clear to us that a machine with process was the best solution for our purposes," Kühnle describes the situation at that time. "The arguments of this turnkey solution with automation presented by GROB were too convincing for us."
Cost savings through reduction of work steps
One of the most important arguments for Blum-Novotest GmbH was the intelligent GROB4Automation control software, with which the individual operation steps could be significantly reduced. Where previously four operations per part were necessary, GROB managed it for all eleven different types with two operations and one clamping. Thus, in OP10 five sides of the blank were to be machined and deep-hole drilled, and in OP20 the sixth side was to be machined. This was achieved by standardizing the blank cross-section, resulting in a jaw design in the fixture that allowed all eleven types to be clamped in the same way. A procedure that achieved a potential time saving of up to 50 percent compared to the original method, and also significantly reduced non-productive time. GROB automation also made it possible to map the variance of both the smaller and larger part spectrum on one machine. In the past, the smaller and the larger parts spectrum had to be produced on two different machines. Another advantage of GROB's GROB4Automation control software in this application is its enormous flexibility, as it does not have to be run by type, but can be loaded mixed with other sizes of a component and individual parts can also be produced without any problems. GROB4Automation is therefore the "boss of everything". When an order is created, among other things the blank size is defined and specified. Ultimately, GROB's own control software is at the heart of the automation cell to ensure the required flexibility. However, the key to the successful implementation of this customized application was not only GROB's intelligent control software, but also the exemplary cooperation between Sales, Application Engineering and Project Planning at GROB, as well as the close and intensive exchange with Blum-Novotest GmbH.
Special equipment ultrasonic cleaning
Thanks to the flexibility of the GROB GRC-R60 robotic cell, special equipment and customer requirements could be taken into account, so that the layout of the plant could be adapted to the conditions and ultrasonic cleaning could be integrated at the customer's request. Not least due to GROB's high flexibility, Blum-Novotest received a state-of-the-art system with the perfect application for its purposes.