
Flexibility and speed form the DNA of eAx solutions, a 100 percent Bosch subsidiary, when it comes to the development and industrialization of electric axles for the automobile sector. Due to the close cooperation between development and production, the eAx solutions team can design and implement innovative and sustainable solutions. Here, the focus is on reducing complexity in products and processes. "Our strength is our team. We are a family, not just colleagues," says Matthias Venske, Managing Director of eAx solutions, referring to the motivation of the team that is 70-strong in the meantime. “The goal is to implement innovations and find solutions as quickly and practically as possible. We are doers, not doubters!”
eAx solutions – competent partner with key competence in the automobile sector
For eAx solutions, the focus is on the development and industrialization of active components (rotor and stator) as well as the entire electric axle for the global market. Innovative production and technologies, whether for prototype construction or small series, eAx solutions is always ready with its key competence in the automobile sector as a proven partner to develop products suitable for large-scale production. "Our 70 employees are interested in finding solutions as quickly and practically as possible," explains Matthias Venske, managing director of eAx solutions, with pride and conviction. "With their expertise, they are able to cope with the ever-decreasing time to market for products and accomplish the sprints that the industry demands of them." Their topic is technology and innovation, but they don't consider themselves in the area of large quantities at the Berlin-Adlershof site. They don't do PowerPoint engineering but create robust products that they have tried and tested. "For the development of new processes and technologies, our employees use our systems both in production and in the laboratory as well as in prototyping," emphasizes Elisabeth Jahns, director of operations of eAx solutions. "We design and sell development projects, which also include prototypes." The company logo eAx(x) stands for electric axles, whereby the implied "double X" adumbrates the winding overhang of a stator.
GROB provides pilot line and know-how
To be able to present tasks from the industrialization area along the entire development process, eAx solutions recognized early on that they need as much experience in series production as possible during the development phase to work out process parameters and technologies.
The assignments also include processes to further develop the large-scale production in such a way that a large-scale production run can be implemented with the lowest possible risk. To be able to present such robust projects, a pilot production was installed, which enable eAx solutions to develop processes independently of the customer in large-scale production. For this purpose, a concept for a pilot plant in Berlin was designed, with which a wide variety of manufacturing processes and plant systems can be shown. It spans the range from the production of the stator, the rotor, the various assembly processes and the electronics up to the test. Various plant manufacturers were in the race for the implementation of such a pilot plant.
"During the course of the first axle development, which we carried out months ago, we then decided to procure a very flexible GROB production line for manufacturing the stators and the final assembly," explains Matthias Venske. "It offers particular flexibility with the active components, so that different product variants can be manufactured both in terms of height and diameter, with the shortest set-up times for new customers."
From simultaneous engineering to design for manufacturing
However, there were other reasons as to why eAx solutions finally decided on the GROB system. First, there was the mutual understanding reflected in optimal cooperation. In addition, GROB also provided simultaneous engineering support from product design to integrated product- and process design. GROB not only provided crucial help with the product development strategy but also agreed to build the first prototypes at the main plant in Mindelheim.
"We had a product idea, the specifications, and also an idea of what the pilot line could look like," recalls Elisabeth Jahns, "but we were able to further improve our concept with the help of GROB's expertise, crystallize our ideas, and thus create a first-class design for manufacturing.” Matthias Venske adds: "The development of a design is not a one-way street, because at the end of the day the machines must be able to represent the products for pilot or large-scale production as robustly as possible. GROB's feedback on product design and many years of experience have been tremendously helpful to us.”
GROB system with up to 25 stations for the production of the hairpin stators and for the final assembly
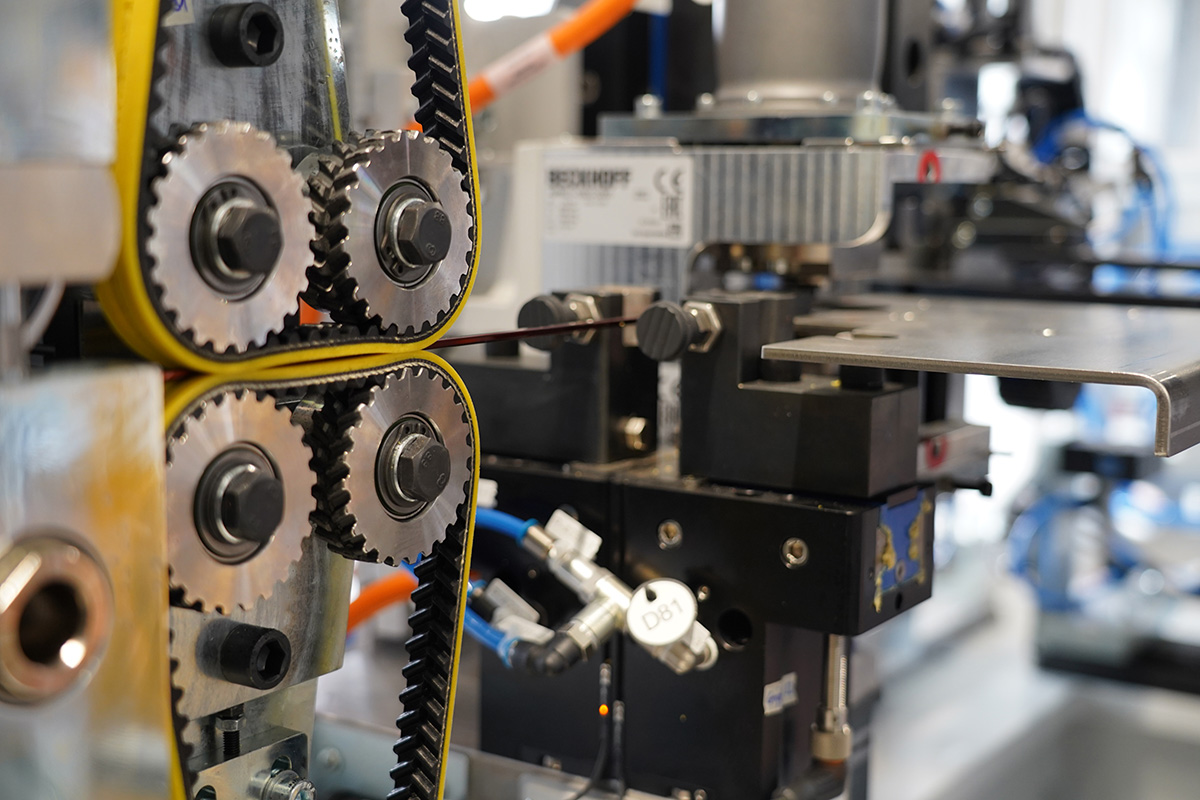
With the GROB pilot plant at eAx solutions, hairpin stators are produced on the one hand, gearboxes are assembled on the other and the final assembly of the electric axles is carried out and tested. In the first station, insulating paper is fed into a laminated core. The wire is then prepared for bending in further stations by straightening and stripping it. The wire is then brought into the final hairpin shape through several forming processes. These pins are sorted in a device according to a specific winding pattern and then inserted into the laminated core. Now the pins are widened and twisted, a welding template is put on, and the pins are cut to the same length. The pins are connected by laser welding and then impregnated. The stator and rotor are then married to the system housing and assembled with the gearbox and inverter on the GROB system.
This electric drive unit (EDU) is finally tested in the end-of-line test bench (EoL). The GROB system at eAx solutions has a cycle time of 1,200 seconds and is designed for 5,000 units per year. "Even if eAx solutions is primarily about pilot projects or projects with smaller quantities, such a complex system is important for mapping and optimization of processes for series production," explains Xiangnan Li, key account manager of GROB.
High service requirements for electrical systems
Despite its high complexity, the GROB system is very flexible. It has already been converted several times. Tools were exchanged or adjusted with the help of the GROB toolmaking. "We have currently converted the line for a new product and are carrying out a process development for Bosch, our holding company," explains Elisabeth Jahns. The construction sites for the chippers are significantly shorter than those in e-mobility. Due to their sophistication and their complex software and parts, the systems have a higher maintenance requirement. “In a system with 100,000 pieces a year, the need for services is of course lower than with us with a much greater variability; the business model is hence different, with a higher need for after-sales support," Matthias Venske explains. “Our tools are much more complex. Customer requests are often so specific that it is usually necessary to convert the tools. Depending on the extent of the change, we then need again the support of GROB, a partner with many years of experience in system construction and process design."